™
™



















We are Team DM. We exist to deliver Additive Manufacturing AM 2.0 technologies, materials, and applications that enable mass production.
Platforms
Custom tooling and reduced down time on the manufacturing floor
By quickly producing manufacturing tooling like jigs, fixtures and mold inserts, 3D printing helps shorten lead times and cost, allowing companies to move quickly from finished design to production.
Due to its complex geometry, tooling is typically CNC machined, which can lead to bottlenecks due to limited capacity in both machines and operators. Printing tooling can eliminate those obstacles, reducing down time across the manufacturing floor.
Custom tooling, easier than ever
Using the Studio System, APG engineers are able to significantly reduce the lead time and cost to produce custom jigs, fixtures and tooling. The result is faster transitions from finished design to production and less down time for manufacturing lines.
Custom tooling creation
_Industry partners
Using Desktop Metal products, the world’s top tool-makers are able to quickly produce custom tools - shortening the lead time and cost for end-use parts and reducing manufacturing down time.
From prototyping to mass production
Part Gallery
_Tooling applications
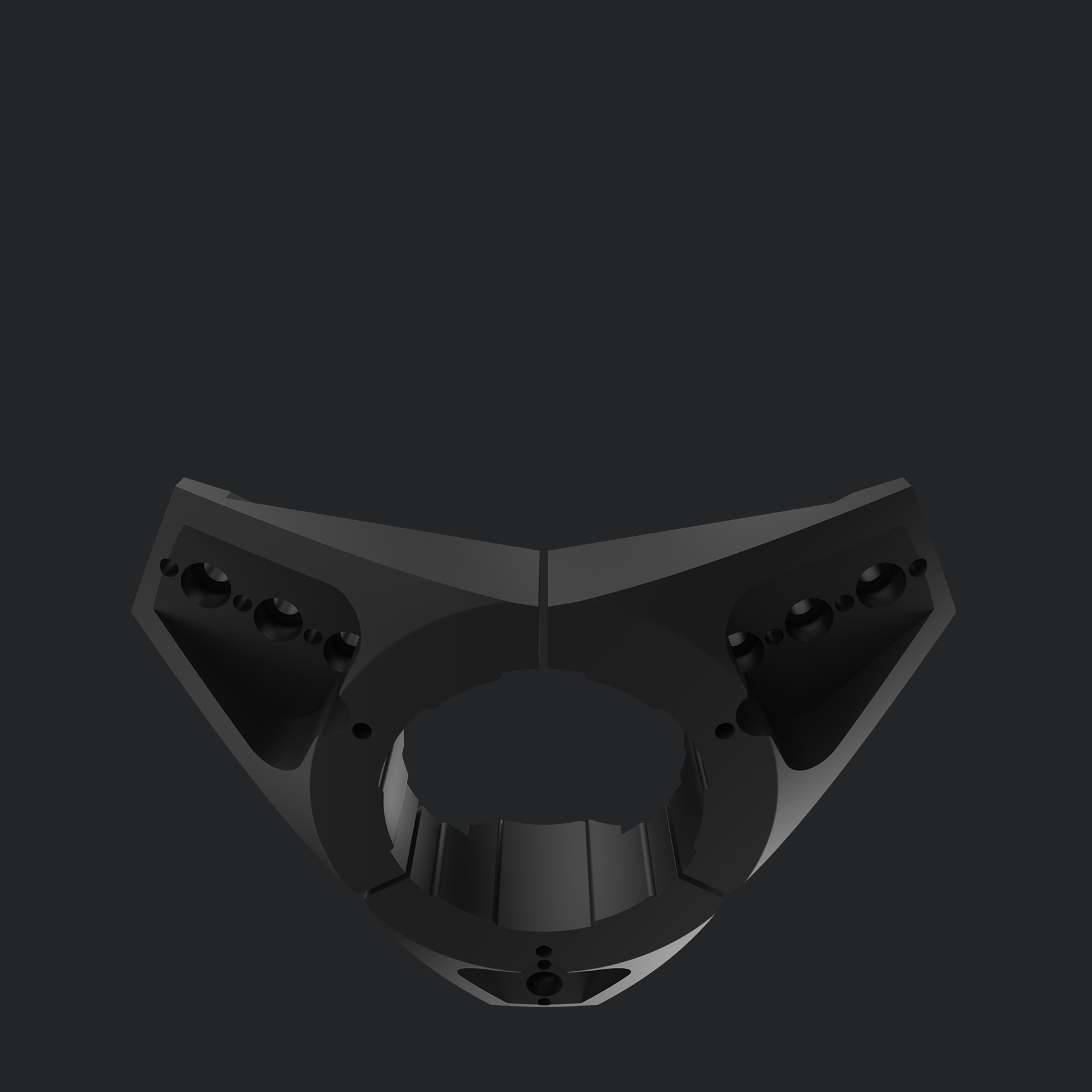
3D printing is an ideal solution for a wide range of tooling applications - including custom jigs and fixtures, complex injection mold inserts, extrusion dies, stamping tools, and more.
-
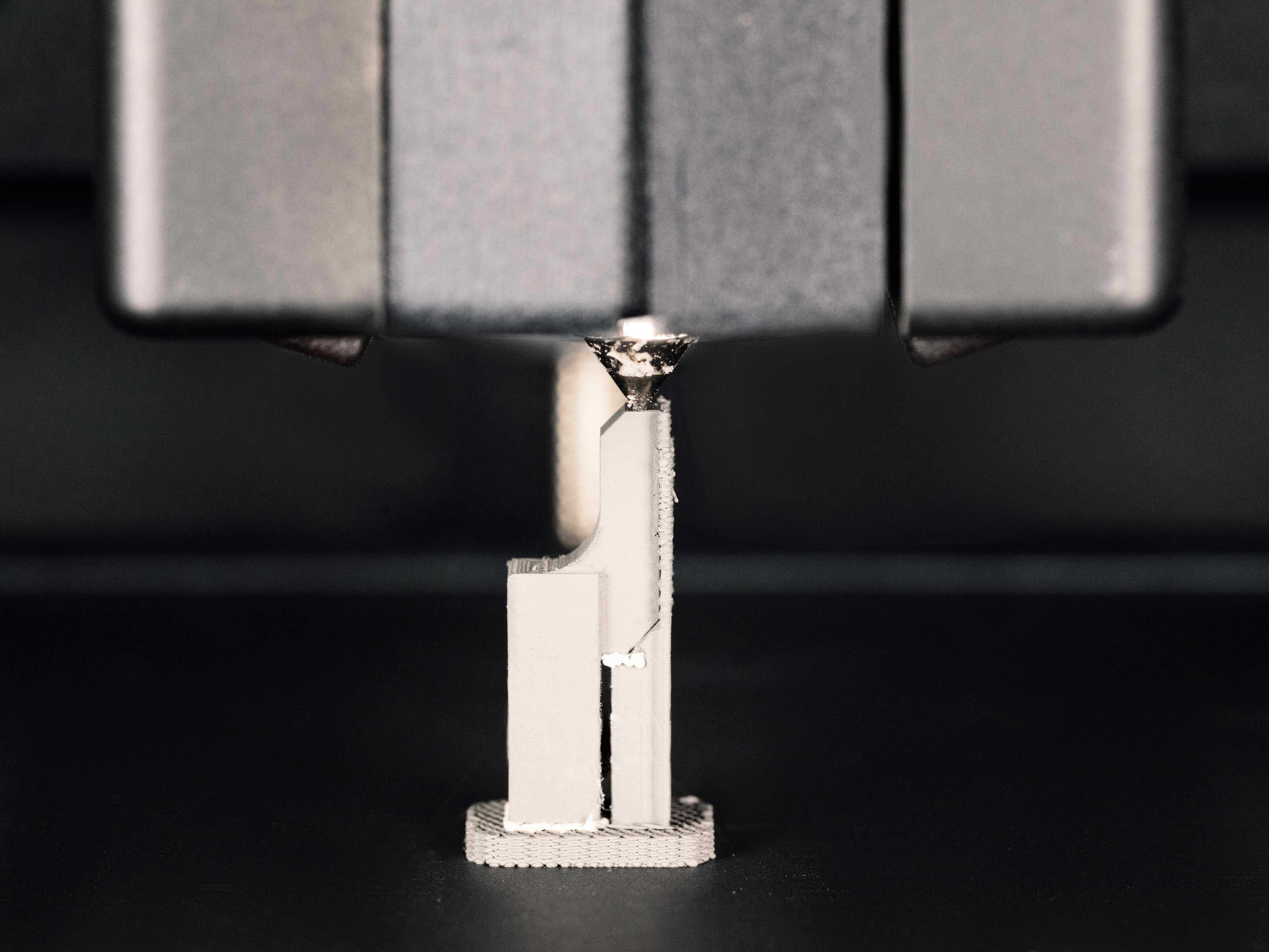
_Metal 3D printing for tooling
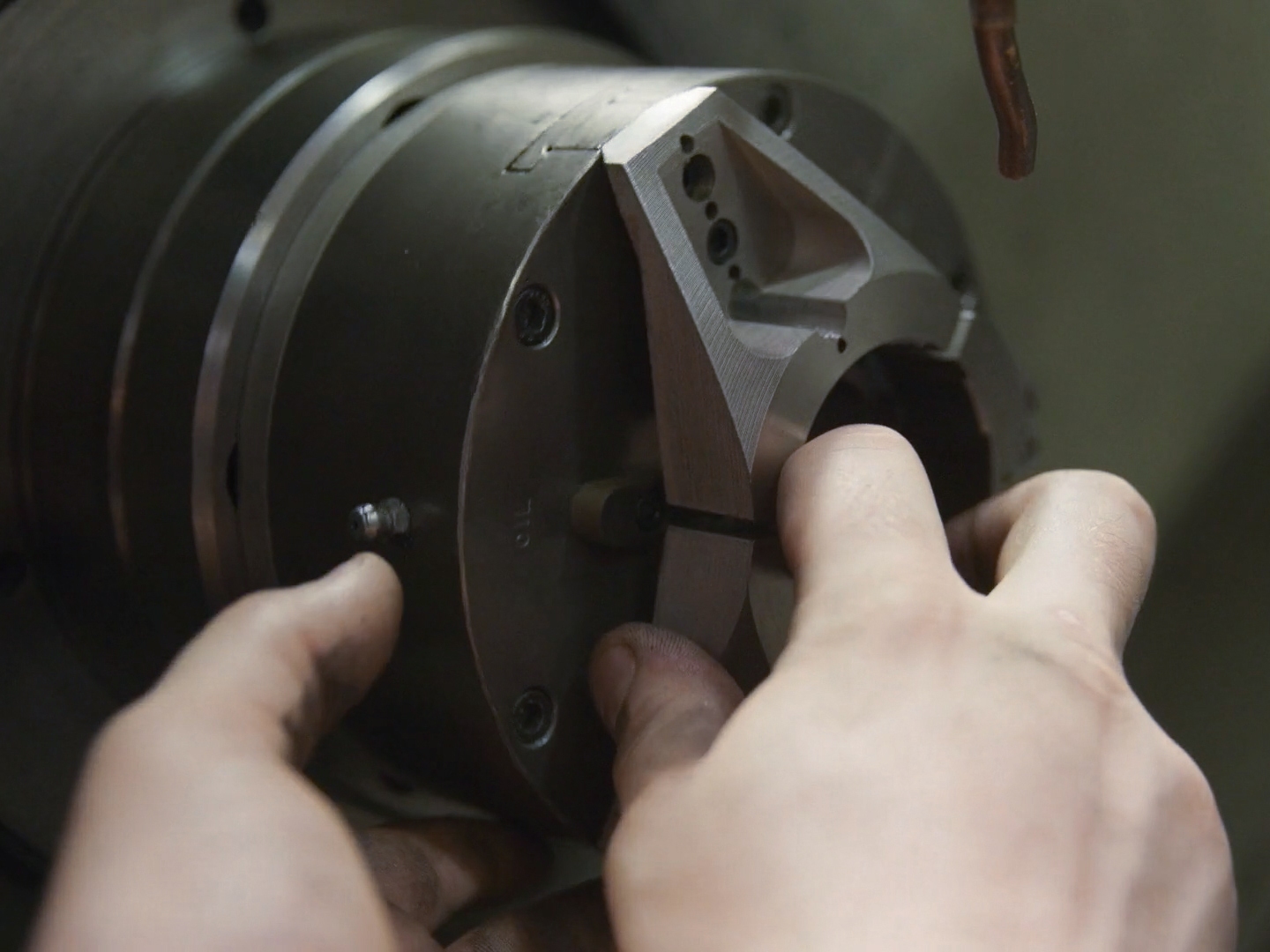
The process of tool-making can be tedious due to high tolerance requirements, complex geometries, and materials that are difficult to machine. In-house metal 3D printing enables tool-makers to meet these challenges with greater efficiency. -
_100 parts later: One customer's successful applications on the Studio System
Learn how Alpha Precision Group (APG) has used their Studio System to print over 100 parts for a variety of applications. -

_Built-Rite: 3D printed injection molds
For an injection mold making firm, the Studio System enables the fabrication of quick-turn mold assembly components with a process that is far less labor-intensive than other equipment in the machine shop and more cost-competitive than a third-party prototyping firm.