


 ™
™















We are Team DM. We exist to deliver Additive Manufacturing AM 2.0 technologies, materials, and applications that enable mass production.
Platforms
Novel designs, rapid iteration, and innovative business models
Additive manufacturing allows for rapid functional prototyping of complex automotive components and the creation of on-demand tooling - increasing design flexibility, shortening product development timelines, and streamlining production.
The technology also enables new business models and supply chains based on localized production, digital warehouses and the on-demand production of both custom components and spare parts.
Bringing new innovations to auto manufacturing
With the Studio System, Ford continues to be a pioneer in the use of new manufacturing technology, and is exploring the use of metal 3D printing for everything from functional prototyping to creating manufacturing aids to producing limited runs of production parts.
Advancing automotive manufacturing
_Customers
Our customers are leaders in the world of automotive manufacturing, and are using Desktop Metal technology to explore next-generation manufacturing solutions.
From prototyping to mass production
Part Gallery
_Automotive applications
3D printing enables a vast array of automotive parts and applications — saving time and money at all stages of production.
-
_Manufacturing the Cars of Tomorrow
With the ability to make parts faster, cheaper and more complex than ever before - this is how the cars of tomorrow will be manufactured. -
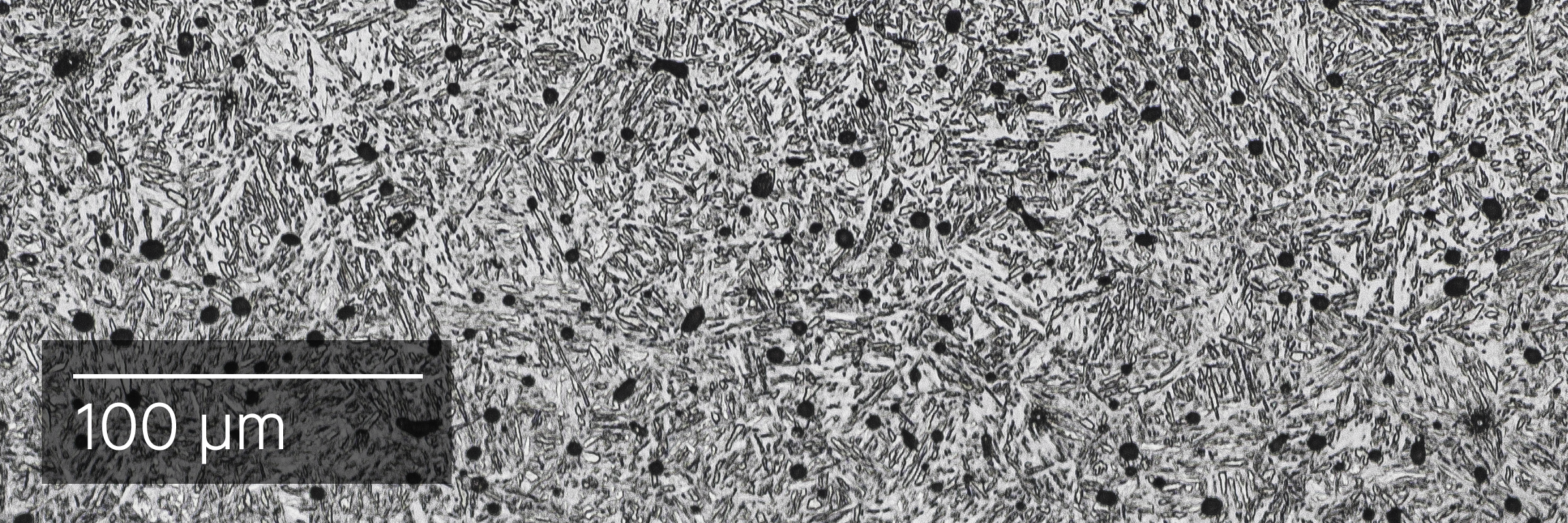
_4140 Chromoly Steel
One of the most versatile steels, 4140 is characterized by its toughness, abrasion resistance, and impact resistance, making it a great all-purpose steel for industrial applications.
