



 ™
™






Metal 3D printing for manufacturing tooling

About manufacturing tooling
Tooling is a general term for components used in various manufacturing processes—including machining, injection molding, extrusion, stamping, casting, as well as workholding jigs, fixtures, and end of arm tooling . A single tooling mechanism may consist of several complex parts or one unique part. Tooling is used widely across all manufacturing processes. Though often created in-house by manufacturers, tooling may be outsourced to a specialty tooling shop when complexity or lead time exceeds in-house capabilities.
The Challenge
When a manufacturer gets a drawing or CAD model for a new product, the first thing that must be done is plan how the part will be manufactured—this plan almost always requires creating tooling. For traditional manufacturing methods, tooling fabrication demands significant non-recurring time, cost, and effort. Both to design the tooling, and then to manufacture it.
Once tooling is created and volume production begins, manufacturing lines still need to be maintained, and may often need replacement parts as components wear out or break. To avoid downtime, those maintenance, repair, and operations (MRO) parts need to either be warehoused for immediate use or produced very quickly to get the manufacturing line back up and running as quickly as possible.
Many forms of tooling require materials with excellent hardness, wear, resistance to thermal cycling, and lifetime. While tool steels possess those properties, they can be very difficult to manufacture. Their high hardness makes machining them expensive and time-consuming due to the slow cutting rates and high tool wear.
The Solution
Additive manufacturing dramatically simplifies the process of creating tooling and fixturing. With no dedicated operator needed to monitor 3D printing systems, manufacturers can simply upload their designs to the printer, and finished tooling will be ready to use in days, making it faster to stand up manufacturing lines.
For maintenance, repair and operation (MRO) components, additive manufacturing’s speed and flexibility allow for on-demand tooling, and enabling users to print parts when and where they’re needed, simplifying production and reducing part cost and lead time.
Printing parts also makes it easier to create tooling from difficult-to-machine materials like tool steel. Since 3D printed parts are not machined from a single block of metal, but created layer by layer, near net-shape parts can be created without waste. If needed, critical dimensions can then be machined, reducing tool wear and manufacturing lead time.
Printed tooling also enables new, higher-performance designs which could not be created or justified with traditional manufacturing. Lightweighting features - which would normally add significant cost - can easily be fabricated via infill or cutouts. Those features reduce part costs and processing time - less material equals faster prints and less material costs.
Additive manufacturing also makes it easy to include conformal cooling channels that snake through parts like mold cores and cavities, leading to reductions in cooling time and increased mold throughput.
Zipper Mold (Studio System)

This part is a die casting mold insert for manufacturing zinc zippers. Generally, zippers need to be produced in very high volumes due to the necessary low cost per zipper, many zippers need to be created to amortize the tooling cost. With metal 3D printing, the cost of the mold inserts and the production run lead time are greatly reduced. This allows for rapid iteration and refinement of zipper designs, and the ability to prototype unique zipper designs in low volume. Using the Desktop Metal Studio System high resolution printhead allowed for the printing of smaller parts with finer features, which required significantly less post-processing.
Mouthpiece Injection Mold Core (Studio System)

This mold insert is printed in H13 tool steel and used to injection mold medical inhaler mouthpieces.
3D printing the tool steel insert to near-net shape eliminates 95% of the required CNC machining and associated tool wear. This part features conformal cooling channels that run along the mold surface to keep the mold at an ideal operating temperature. Because cooling accounts for 95% of the mold cycle time, the ability to incorporate conformal cooling channels into the mold can drastically reduce mold cycle time and increase throughput.
Sheet Metal Clamp (Studio System)
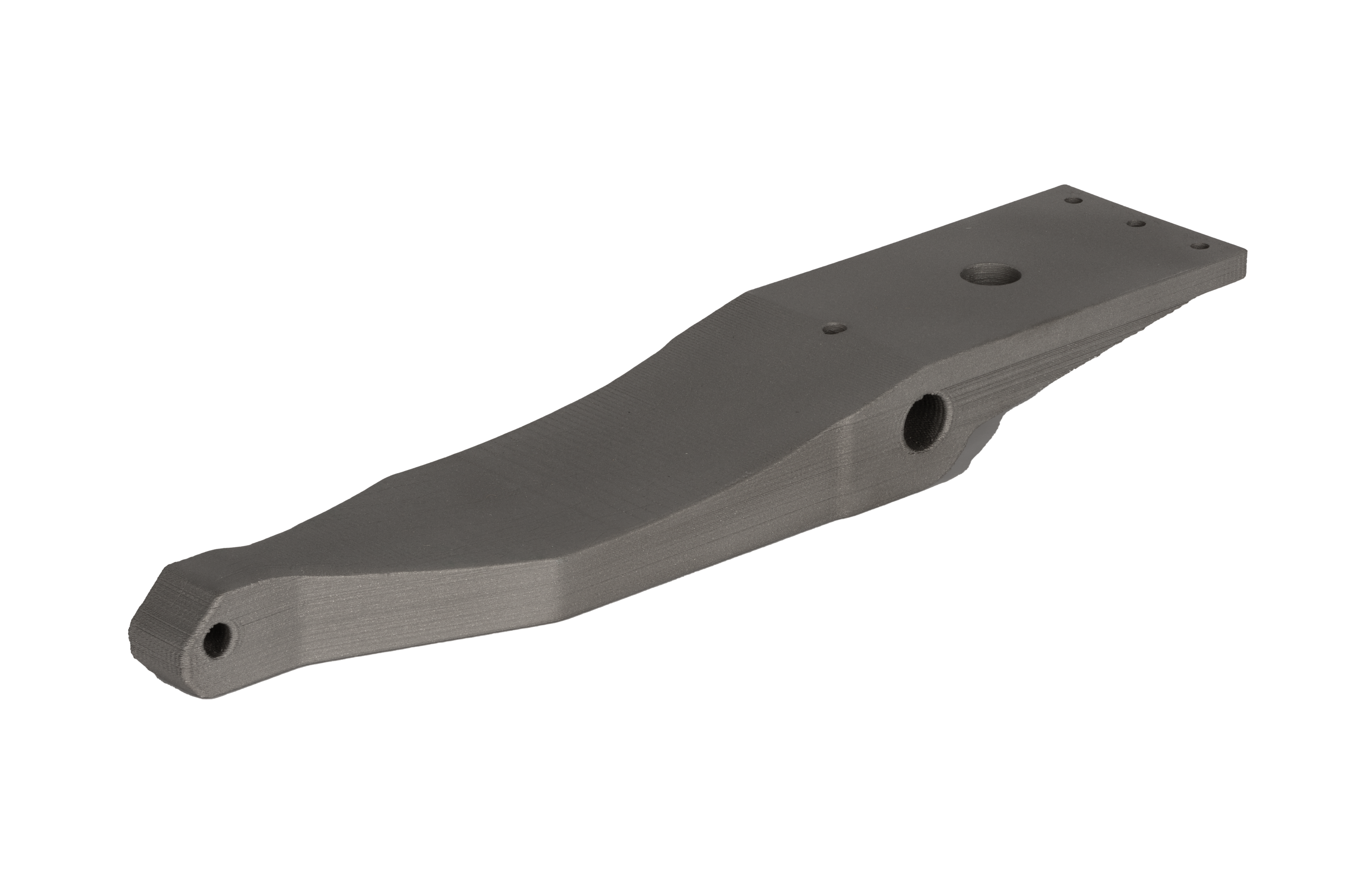
This clamp allows for sheet metal to be moved along the punching workstation. This part is typically cut from a hot rolled metal block and then CNC machined with a lead time of more than two weeks. This is a maintenance, repair, and operations (MRO) component so replacing the part quickly is essential for ensuring the manufacturing line stays operating efficiently.
Using additive manufacturing, Preziosa was able to reduce the mass of the part by 17% just utilizing infill, resulting in a higher-performance part. Printing also allowed the part to be produced faster and more affordably - seven days for printing versus two-plus weeks for CNC machining. The printed part also resulted in far less wasted relative to the subtractive manufacturing method of CNC machining.
Timing Belt Pulley (Studio System)
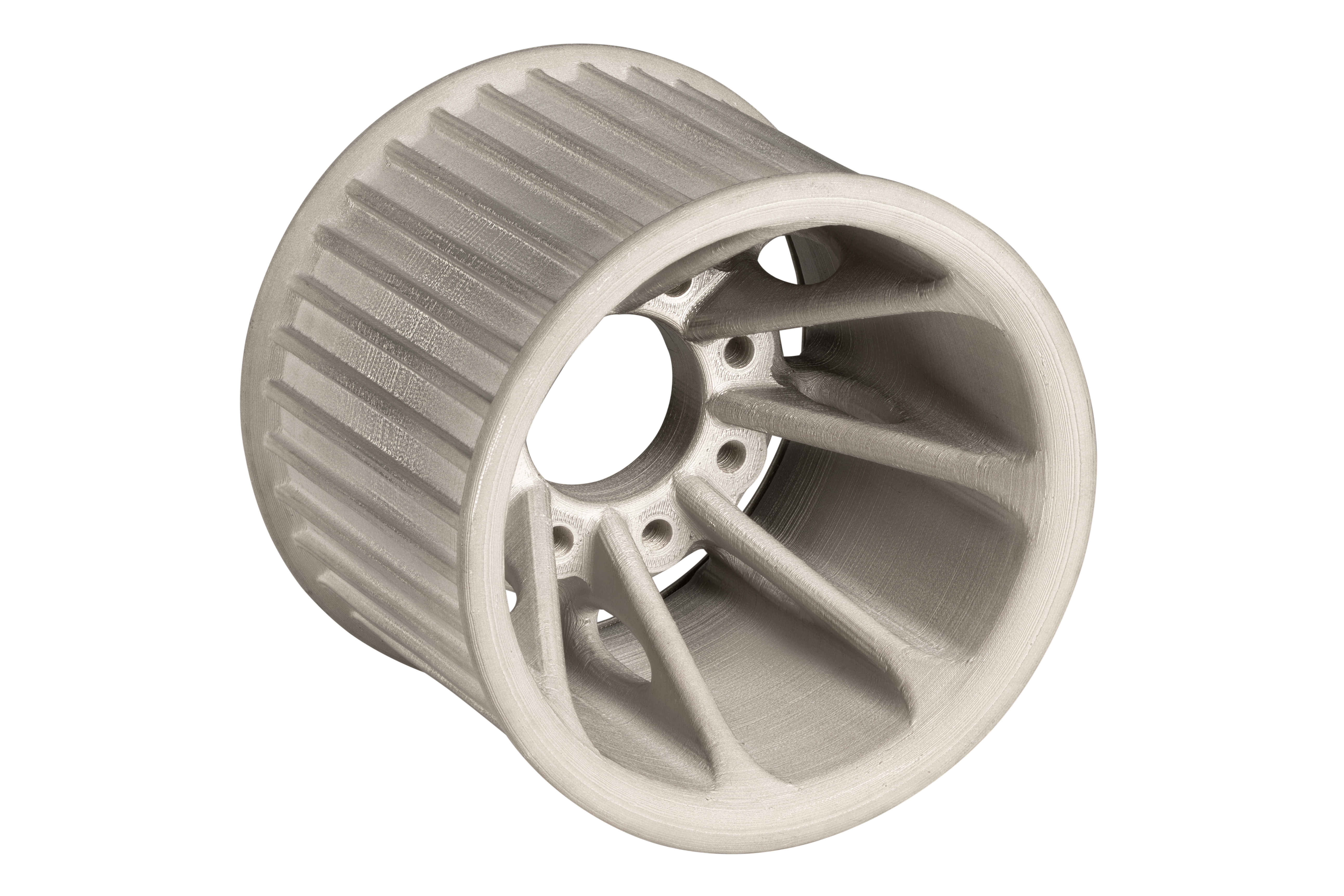
This timing belt pulley attaches to a servo motor to move a belt for linear actuation, and is a key part of the manufacturing environment at Egar Tool and Die.
The original design of this part was based on an assembly built from an aluminum extrusion, two screwed-on end plates and a clamp collar. The extruded part also requires extensive machining after extrusion.
By redesigning the part for printing, Egar engineers were able to consolidate the entire assembly into just one piece. This also significantly reduced the weight of the part, allowing the servo motors to run faster, leading to an improved manufacturing environment.
Tool Steel Stamping Die (Studio System)
This part is a stamping die used to stamp automotive parts on an Egar Tool and Die manufacturing line.
This part will go through thousands of cycles as parts are stamped for a particular production run, so it must be strong enough to withstand repeated stress. For that reason, Egar engineers chose to print this die using H13 tool steel and 4140 chromoly steel. The H13 die was later fully heat-treated and the 4140 part was flame hardened to increase their hardness, enabling them to stand up to the stamping process. The use of 3D printing allows Egar engineers to quickly create tool steel dies for their production lines, and to retool and refit in a matter of days, as opposed to weeks or more.
APG Coining Fixture (Studio System)

This fixture is used to achieve critical tolerances via coining on metal injection molded (MIM) parts.
Coining fixtures are essential to ensure that MIM parts meet the adequate tolerances before being sent out to customers. Since the part will experience significant forces from the repeated pressing of parts into it, H13 was an ideal material choice for its high hardness and lifetime properties. While difficult to machine, H13 is easy to print leading to a simplified manufacturing process for coining fixtures. The faster these parts are manufactured, the quicker a company can get manufacturing lines running.
Printing these parts with the Studio System eliminates CNC lead time and frees up the machine shop for more critical work.
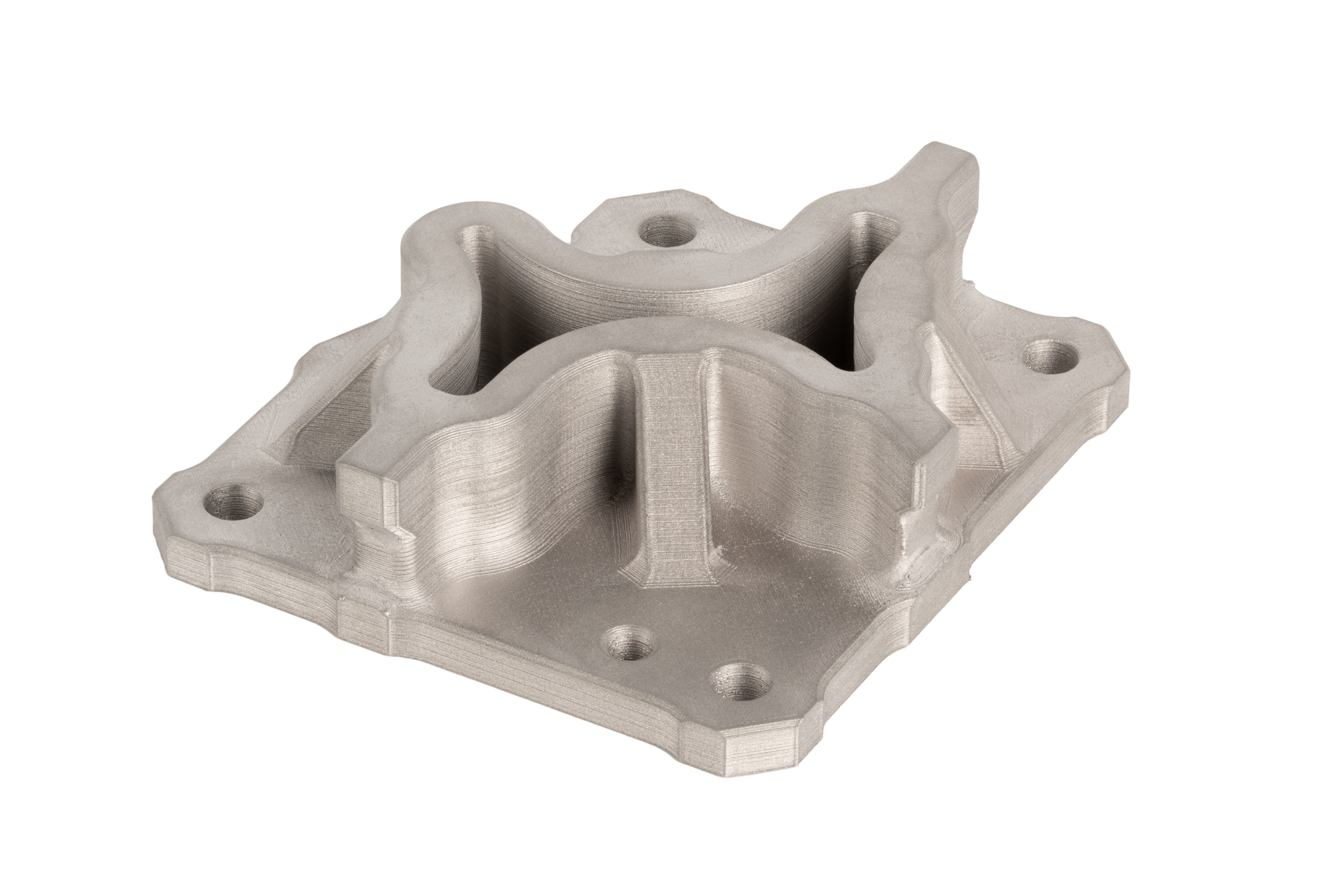
Gear Tooth Chamfer Chuck Jaws (Studio System)

This is a pneumatic jaw for a gear tooth chamfering machining operation.
This part features topology optimization to reduce the part weight, material usage, and processing time. Traditionally this part was purchased from an external supplier but by printing the part it was able to be produced for 79% lower cost while also reducing manufacturing lead time.Since the part was produced in house the logistics of inventorying the part were greatly simplified, leading to lower costs and less employee burden.
Assembly Line Screwdriver Tool (Studio System)

This ratcheting screw driving tool is used for screwing powder metal parts into fixtures so critical dimensions can be machined. This assembly features many different printed parts assembled in combination with off the shelf components like fasteners and springs. This complex design was created specifically for printing, allowing for a much more organic design than could be justified if the part were to be
machined. The result is a higher-performance assembly that was significantly lighter than the machined alternative.
Printing this part provided huge cost savings for APG versus machining of the various components. Once completed, it also allowed for higher throughput on their mills by eliminating the need for operators to manually screw the parts in and out of the fixture.