


 ™
™












We are Team DM. We exist to deliver Additive Manufacturing AM 2.0 technologies, materials, and applications that enable mass production.
Platforms
_Articles
Deep Dive: Bound Metal Deposition (BMD)

What is BMD?
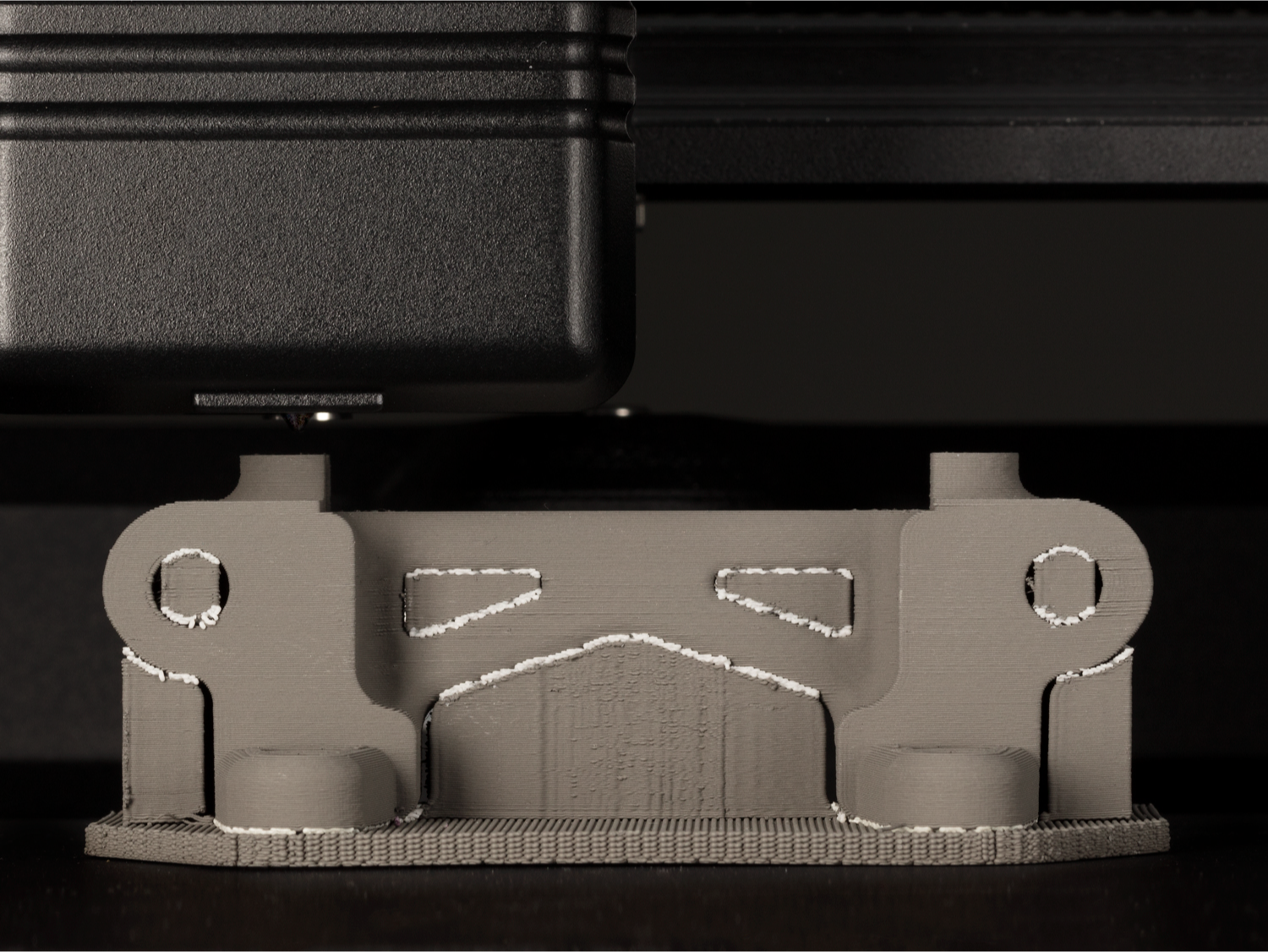
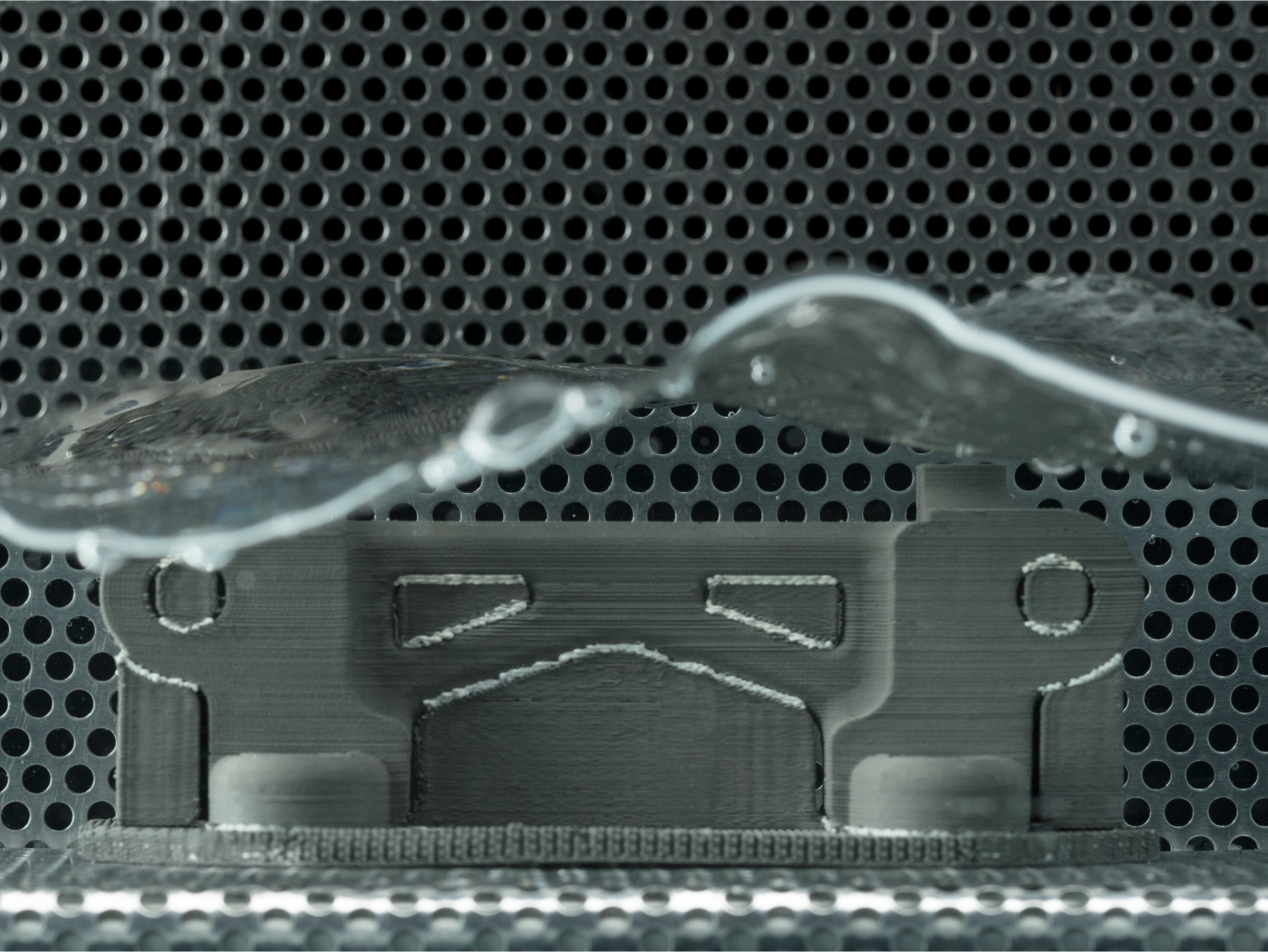
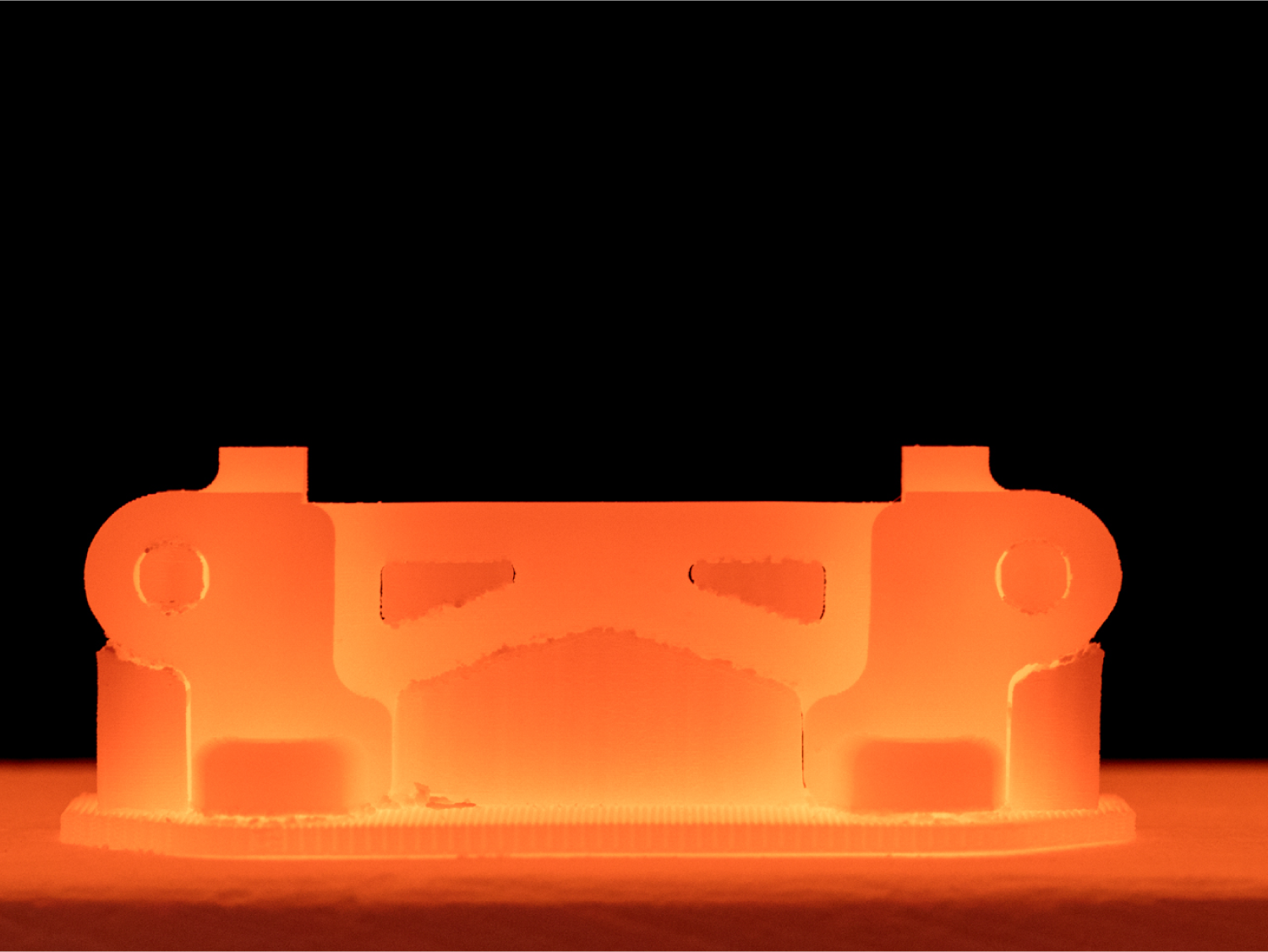
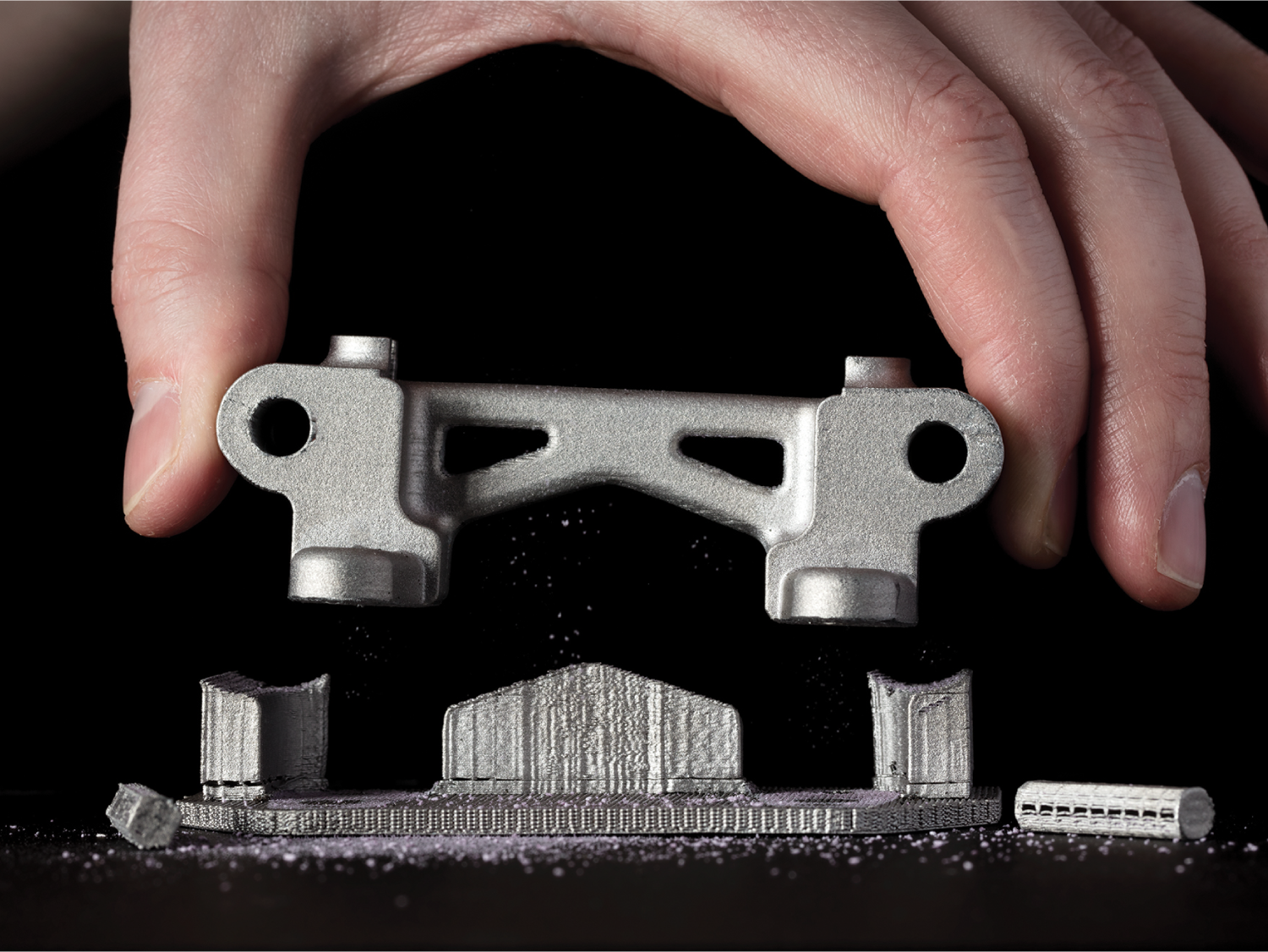
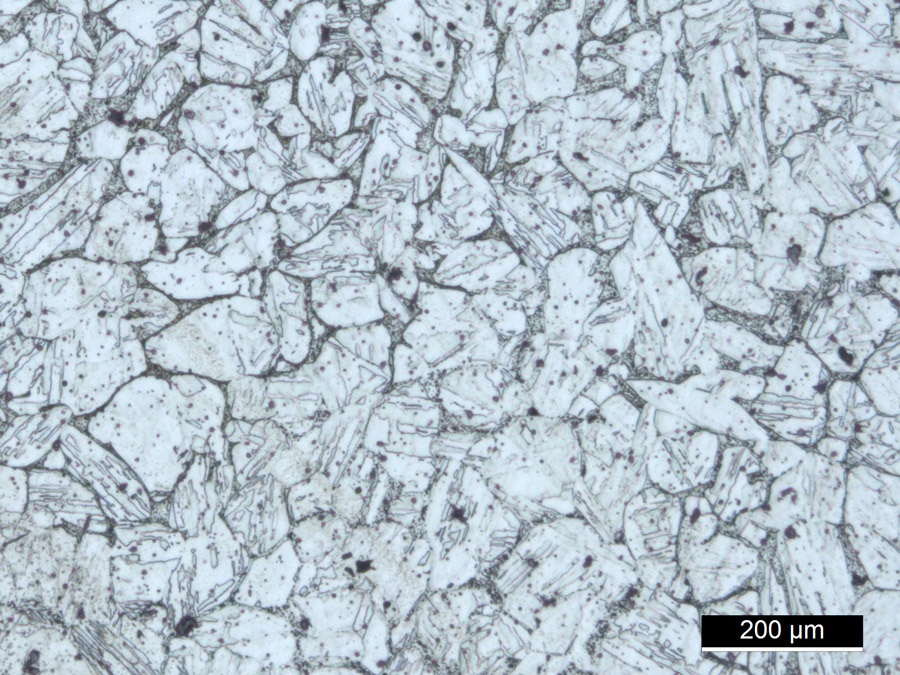
Bound Metal Deposition™ (BMD) is an extrusion-based metal additive manufacturing (AM) process where metal components are constructed by extrusion of a powder-filled thermoplastic media. Bound metal rods—metal powder held together by wax and polymer binder—are heated and extruded onto the build plate, shaping a part layer-by-layer. Once printed, the binder is removed via the debind process, and then sintered—causing the metal particles to densify.
Prevalent metal AM technologies involve melting powder or wire feedstock using lasers or electron beams. While viable, these systems have substantial facilities requirements to accommodate power and safety requirements. Additionally, localized melting and rapid solidification create complex stress fields within parts, requiring rigid support structures to aid heat dissipation and resist shrinkage. As a result, support removal often requires machining.
The Studio System leverages BMD to deliver an office-friendly metal 3D printing solution. There are no loose powders or lasers associated with fabrication. In terms of support removal, parts are printed with their supports which are separated by ceramic interface media (or the Ceramic Release Layer™) that does not bond to the metal. This material disintegrates during sintering, making it easy to remove supports by hand.
The role of infill
As an extrusion-based process, BMD enables the fabrication of parts with fully-enclosed, fine voids. With the exception of extremely small geometries, all parts are printed with closed-cell infill—a fully-enclosed, internal lattice structure printed within the part. Closed-cell infill is not possible with powder-bed AM methods, such as SLM, which are restricted to open-cell lattices in order to remove unbound powder from the void spaces. Both print and debind time are directly affected by infill. The time it takes to debind a part is directly related to cross-sectional thickness which is reduced by printing with infill. Infill also reduces the weight of a part while maintaining the design-intent of the part surfaces.

Materials
BMD can be applied to virtually any sinter-able powder that can be compounded in a thermoplastic media. This includes industrially-relevant metallic alloys such as stainless steels, tool steels, and other metals that are difficult to process via other AM techniques such as refractory metals, cemented carbides, and ceramics.
Parts & capabilities
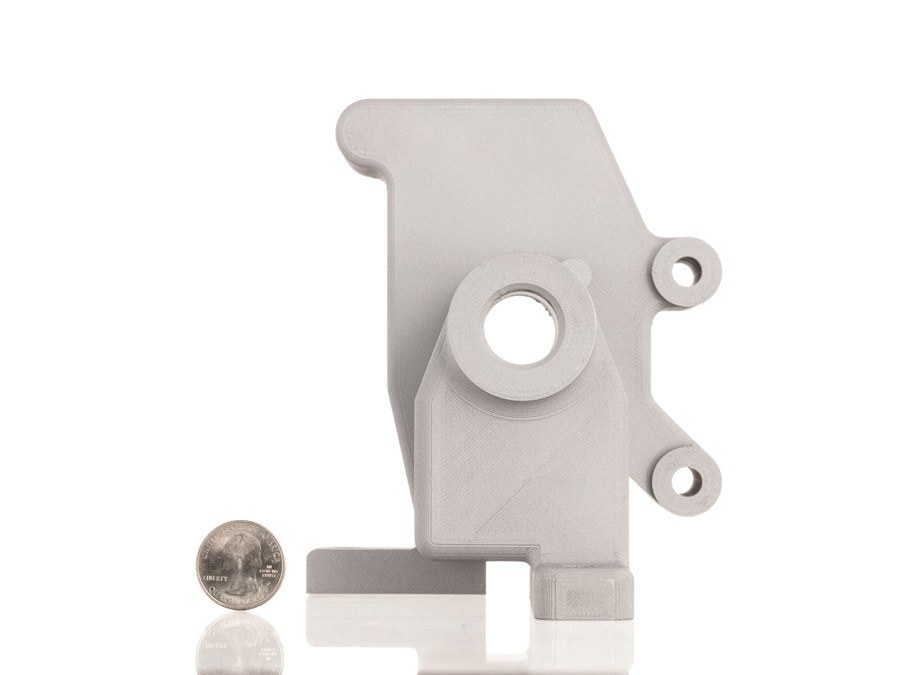
Extrusion-based additive manufacturing can build structures and geometries previously unachievable via bulk manufacturing processes—including MIM, press-and-sinter powder metallurgy, and reusable mold casting techniques. BMD results in near-net-shape parts with the strength and accuracy needed for functional prototyping, jigs & fixtures, tooling applications, and in some cases, low-volume production.
Related Content
-
Studio System Design Guide
To leverage the advantages of additive manufacturing, it is important to optimize your design for the BMD process— printing, debinding, and sintering. Learn the best practices with this downloadable BMD Design Guide. -

Understanding metal finishing methods for 3D printed parts
Desktop Metal partnered with Fortune Metal Finishing (FMF) to test several finishing methods on metal parts printed with the Studio System. This study focuses on three finishing technologies: centrifugal disc, centrifugal barrel, and media blasting.